客服热线:
客服热线:
GB 13788-2024 冷轧带肋钢筋 本次为第四次修订。1992年首次发布为GB13788-1992,2000年第一次修订,2008年第二次修订;2017年第三次修订为GB/T13788-2017。
参与本次修订起草单位:中冶建筑研究总院有限公司;冶金工业信息标准研究院;安阳复星合力新材料股份有限公司;敬业钢铁有限公司…
本文件按照GB/T1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定起草。
本文件代替GB/T13788-2017《冷轧带肋钢筋》,与GB/T13788-2017相比,除结构调整和编辑性改动外,主要技术变化如下:
删除了CRB680H(见2017年版的4.2、5.1、5.6.1、表3、图5);更改了产品规格(见5.1、表1,2017年版的5.1、表1);
删除了四面肋外形及其相关规定(见2017年版的5.2、表2)
更改了原料的有关规定(见6.1、附录A,2017年版的6.1);
更改了交货状态的有关规定(见6.2,2017年版的6.2);
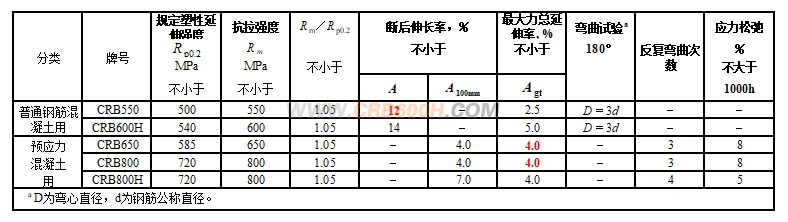
更改了CRB550断后伸长率指标,由之前的A5.65 不低于11%,提升为A5.65 不低于12%、CRB650和CRB800最大力总延伸率指标(见表2,2017年版的表 3);
增加了出厂检验中“盘”“卷”的有关规定(见表4);
更改了钢筋牌号标志(见9.2,2017年版的9.2)。
范围
本文件规定了冷轧带肋钢筋(以下简称钢筋)的牌号、尺寸、外形,重量及允许偏,原料及性能、试验方法、检验规则、包装、标志和质量证明书。
本文件适用于普通钢筋混凝土、制造焊接网、预应力混凝上用冷轧带肋钢筋。
规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222钢的成品化学成分允许偏差
GB/T 2101型钢验收、包装、标志及质量证明书的一般规定
GB/T 2103钢丝验收、包装、标志及质量证明书的一般规定
GB/T 17505钢及钢产品,交货一般技术要求
GB/T 21839预应力混凝土用钢材试验方法
钢筋混凝土用钢材试验方法GB/T 28900
YB/T081 冶金技术标准的数值修约与检测数值的判定
术语和定义
下列术语和定义适用于本文件。
冷轧带肋钢筋 coldrolled ribbed steel bars
热轧圆盘条经冷轧后,在其表面带有沿长度方向均匀分布的横肋的钢筋。
公称直径 nominaldiameter
与钢筋的公称横截面积相等的圆的直径。
相对肋面积specific projected rib area
横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
相对肋面积specific projected rib area
横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横助间距的乘积之比。
相对肋面积specific projected rib area
横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横助间距的乘积之比。
横肋间隙rib spacing
钢筋周圈上横肋不连续部分在垂直于钢筋轴线平面上投影的弦长。
牌号
钢筋分为CRB550、CRB600H、CRB650、CRB800、CRB800H五个牌号。CRB550、CRB600H 为普通钢筋混凝土用钢筋,CRB650、CRB800、CRB800H为预应力混凝土用钢筋。
C、R、B、H 分别为冷轧(Cold rolled)、带肋(Ribbed)、钢筋(Bars)、高延性(High elongation)四个词的英文首位字母;数字代表抗拉强度特征值。
尺寸、外形、重量及允许偏差
公称直径范围
CRB550钢筋的公称直径范围为4mm~12mm,CRB600H钢筋的公称直径范为4mm~16 mm,CRB650及以上牌号钢筋的公称直径为4mm、5mm、6 mm。
外形
外形要求
CRB600H应为二面肋;CRB550、CRB650应为三面肋;经供需双方协商CRB800,CRB800H准许采用其他外形。
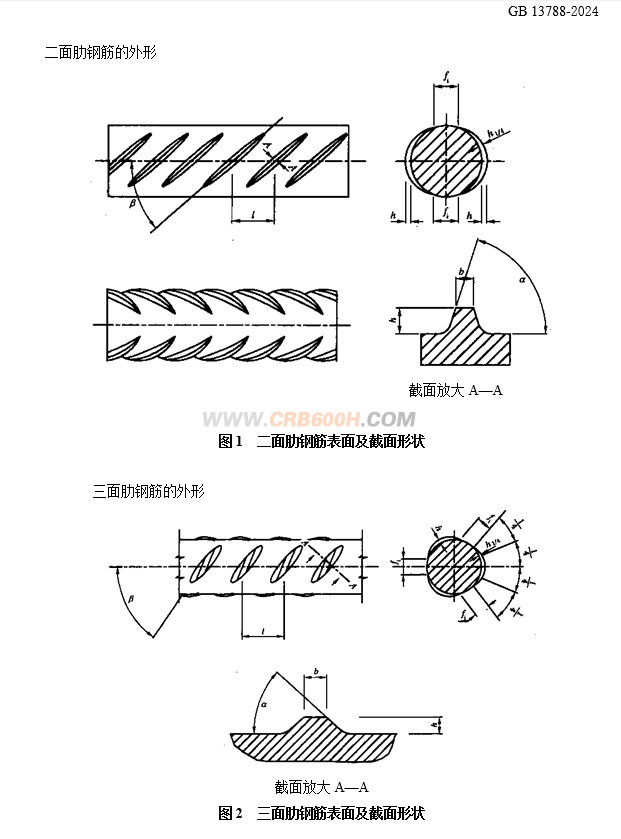
横肋要求
二面肋和三面肋钢筋横肋呈月牙形。
横肋沿钢筋横截面周圈上均匀分布,二面肋钢筋其中一面肋的倾角应与另一面反向,三面肋钢筋有一面肋的倾角应与另两面反向。
横肋沿钢筋横截面周圈上均匀分布,二面肋钢筋其中一面肋的倾角应与另一面反向,三面肋钢筋有一面肋的倾角应与另两面反向。
二面肋和三面肋钢筋横肋中心线和钢筋纵轴线夹角β应为40°~60°
二面肋和三面肋钢筋横肋两侧面和钢筋表面斜角α不应小于45°。
二面肋和三面肋钢筋横肋间隙的总和应不大于公称周长的20%(∑A<0.2πd)。
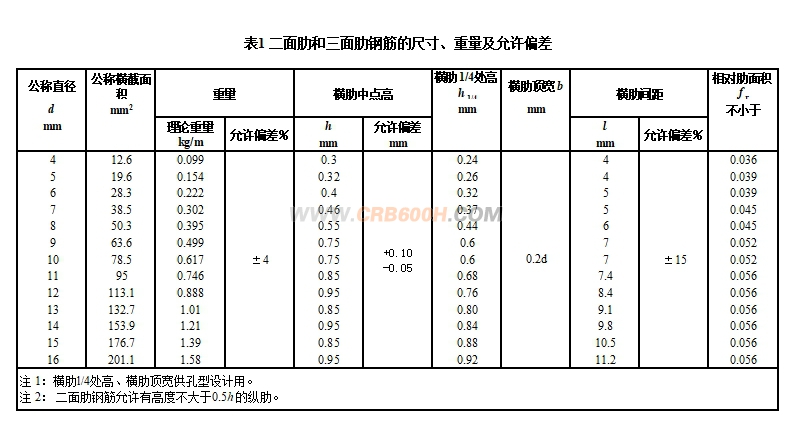

尺寸、重量及允许偏差
二面肋和三面肋钢筋的尺寸、重量及允许偏差应符合表1的规定。
交货形式、长度及允许偏差
钢筋有直条、盘卷两种交货型式。按直条交货时应注明定尺长度,其长度及允许偏益按供需双方协商确定。盘卷交货时应切头切尾。
钢筋有直条、盘卷两种交货型式。按直条交货时应注明定尺长度,其长度及允许偏益按供需双方协商确定。盘卷交货时应切头切尾。
弯曲度
直条钢筋的每米弯曲度应不大于4mm,总弯曲度应不大于钢筋全长的0.4%。
重量
盘卷钢筋的重量应不小于500kg。每盘应由一根钢筋组成,CRB650、CRB800、CRB800H不应有焊接接头。
直条钢筋按同一牌号、同一规格、同一长度成捆交货,捆重由供需双方协商确定。
直条钢筋按同一牌号、同一规格、同一长度成捆交货,捆重由供需双方协商确定。
交货状态
钢筋按冷加工状态交货,准许冷轧后进行热处理。
力学性能和工艺性能
钢筋的力学性能和工艺性能应符合下表的规定。
经供需双方协商,准许用钢筋最大力总延伸率代替断后伸长率。
经供需双方协商,准许使用推算法确定1000h松弛率。
表面质量
钢筋表面不应有裂纹、折叠、结疤、油污、机械损伤。
钢筋表面准许有浮锈,但不应有锈皮及目视可见的麻坑腐蚀现象。
试验方法
检验项目
钢筋出厂检验的检验项目、取样数量、取样方法、试验方法应符合表4的规定。
钢筋出厂检验的检验项目、取样数量、取样方法、试验方法应符合表4的规定。
注:取样数量中的“盘”指生产钢筋的原料盘。取样方法中的“卷"指钢筋的交货卷。
合同批为一个订货合同的总量。经供需双方协商,准许由同一原料、同一工艺连续生产的同一牌号检验数据代替。
了解最新标准及行业动态 请持续关注CRB600H.com 冷轧带肋钢筋行业平台
合同批为一个订货合同的总量。经供需双方协商,准许由同一原料、同一工艺连续生产的同一牌号检验数据代替。
力学性能
计算钢筋强度采用表1所列公称横截面积。
应力松弛试验
试验期间试样的环境温度应保持在 20℃±2℃。
试样准许进行机械矫直,但不应进行任何热处理和其他冷加工。加在试样上的初始试验力为试样公称抗拉强度的70%乘以试样公称横截面积。
加荷速度为200MPa/min士50MPa/min,初始负荷应在3min~5 min 加荷完毕,保持载荷2min 后开始记录松弛值。
试样长度不小于公称直径的60倍。
准许用至少120h的测试数据推算1000h的松弛值。
尺寸测量
横肋高度的测量采用测量同一截面每列横肋高度取其平均值;横肋间距采用测量平均间距的方法,即测取同一列横肋第1个与第11个横肋的中心距离除以10,即为横肋间距的平均值。
尺寸测量精度精确到0.02mm。
重量偏差的测量
测量钢筋重量偏差时,试样长度应不小于500mm。长度测最精确到1mm,重量测定精确到1g。钢筋重量偏差(%)计算:
实际重量与理论重量的偏差,%={ [试样实际重量,单位为克(g)-(试样长度,单位为毫米mm×试样实际重量,单位为克g)]÷(试样长度,单位为毫米mm×试样实际重量,单位为克g)}×100
数值修约
检验结果的数值修约与判定应符合 YB/T 081 的规定
检验规则
检查和验收
钢筋的检查和验收由供方进行收由供方质量监督部门进行。需方有权进行检验。
组批规则
钢筋应按批进行检查和验收,每批应由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
取样数量
钢筋检验的取样数量应符合表4的规定。
复验与判定规则
钢筋的复验与判定规则应符合GB/T 17505的规定。
包装、标志和质量证明书
每盘(捆)钢筋应均匀捆扎不少于3道,端头应弯入盘内。
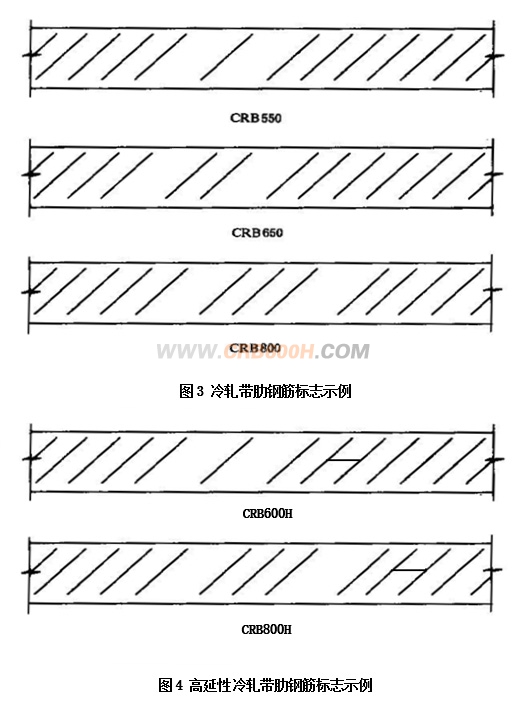
钢筋应轧上明显的钢筋牌号标志,标志间距为横肋间距的2倍,标志间距内的一条横肋取消,如图3所示;高延性冷轧带肋钢筋还应在第三个标志间距内增加一条短横肋,如图4所示;钢筋仅准许轧上厂名或厂标。,并不应轧制在包括横肋取消部位等影响完整钢筋牌号标志部位。
每盘(捆)钢筋应挂有不少于2个标牌,注明生产厂、生产日期、钢筋牌号和规格。
除上述规定外,钢筋的包装、标志和质量证明书应符合GB/T 2101或GB/T 2103中的有关规定。
了解最新标准及行业动态 请持续关注CRB600H.com 冷轧带肋钢筋行业平台