客服热线:
客服热线:
前言
随着我国国民经济的快速发展,特别是建筑用钢需求量的急剧增长,发展低成本、低消耗的高效节约型建筑用钢,进一步加快建筑用钢品种优化及更新换代步伐十分迫切。国家已经启动科技支撑计划项目“高效节约型建筑用钢产品开发及应用研究”。刚刚通过的《钢铁产业调整振兴规划》将采取措施逐步淘汰Ⅱ级钢,强制推广应用Ⅲ、Ⅳ级高强钢筋。
要使这些措施落到实处,关键在于加快产品结构调整,提高钢材强度和抗震性,提高钢材使用效率。目前我国建筑用钢与发达国家相比,还存在一定差距。一是钢材强度级别低,设计用量大,这不仅增加钢材消耗,增加能源和矿石消耗,也给运输和环境造成很大压力。二是主要依靠添加合金或微合金元素来提高钢材强度,造成稀有金属浪费,生产成本增加。三是生产工艺要着眼于热加工,对建筑用钢特别是光圆钢筋及线材的深加工,比例很小,冷加工方式也没有得到充分利用。
安阳市合力高速冷轧有限公司通过优化工艺产品技术,用普碳钢经过冷轧方式生产高效节约型建筑用钢,使冷轧带肋钢筋产品质量超过Ⅲ级钢标准,与Ⅳ级钢接近。符合钢铁企业调直真心规划精神,符合国家建筑用钢标准要求。
2 生产工艺
建筑用钢未来的发展趋势对钢材性能有着更高的要求。高强度、高韧性、高抗震等性能已成为衡量现代建筑用钢基本性能的主要指标。
安阳合力高速冷轧有限公司瞄准我国推广应用400Mpa~500Mpa高强钢筋的发展趋势,积极响应国家建设资源节约型、环境友好型社会的号召,坚持走优化工艺、淘汰落后的发展道路,集研发、制造、生产于一体,自主创新一套全新的冷轧工艺装备,使工艺技术、产品质量、产业规模实现突破性进展。
我国曾在上世纪八十年从国外引进11套冷轧带肋钢筋生产设备。国内的有些科研单位和企业在吸收借鉴国外技术的基础上,自行研制出了冷轧生产设备。目前国内生产冷轧带肋钢筋的工艺设备,一般采用主动式或被动式轧机,生产两面或三面带肋钢筋。由于工艺基本定型,多年来没有大的革新,工艺技术也显得落后,不能适应技术进步的新形势。
安阳合力高速冷轧有限公司根据我国采取措施逐步淘汰Ⅰ、Ⅱ级钢,推广Ⅲ、Ⅳ级高强韧钢筋的发展需要,潜心研究国内外冷轧带肋钢筋生产工艺的优点与不足,自选项目,自主创新研制一套全新的冷轧带肋钢筋生产工艺。将自主研发的冷轧技术、回火控温技术、数控飞剪和自动收线相结合,形成一套全新的冷轧带肋钢筋生产装置。这套生产装置,运行稳定,速度可调,易于换辊,操作方便,整条生产线实现了自动化、连续化作业,不仅使生产效率提高了一倍,而且产品质量、产品新能得到大幅度提高。
在保证冷轧带肋钢筋的卡枪强度值高于标准规定的550N/m㎡的前提下,钢筋的断后伸长率可达到12%以上,与标准规定相比提高40~70%。反映钢筋延性的最重要的指标最大力总伸长率提高了2倍以上,充分改善了产品的力学性能。经国家建筑钢材质量监督检测中心、国家金属制品质量监督检测中心检测,各项力学性能指标完全达到热轧Ⅳ级(HRB500级)钢筋的国家标准,伸长率达到18.5%~22.0%,强度高、延性好。并且产品外形尺寸精准,表面质量优良,与混凝土质检的粘结锚固性能良好。工艺技术创新有效地促进了产业质量优化。
采用冷轧后的在线回火处理工艺,可提高金属材料组织稳定性,消除内应力,获得适宜的强度与良好的延性,使产品的力学性能各项指标完全达到国家标准(GB13788)的规定。产品的强度和伸长率合格率几乎达到100%,能够满足高端客户的使用要求,并为冷轧带肋钢筋产品的使用和产业化发展开辟了新途径。
3 试验结果
试验结果见表1。整个试验分敌强部分与高强部分两种。
抗拉强度大致为460Mpa的低碳钢热轧圆盘条,经过大约30%左右的面缩轧制成大约720Mpa的冷轧带肋钢筋。对迪庆部分,就抗拉强度为726Mpa(4中直条平均值),而伸长率平均仅为4.7%;经过Ⅰ类热处理后,条件屈服强度为544Mpa,抗拉强度为596Mpa,抗拉强度降低18%,而伸长率达14.1%,与未热处理相比,刚好增加了2倍,与标准规定相比提高了70%以上。最大力总伸长率达到7.58%,远大于标准规定的2.0%的指标。从条件屈服强度和抗拉强度疾厄宫可与标准(GB13788-2008)中的CRB550级钢筋想对比,但其断后伸长率和最大力总伸长率有明显提高,大大超出了冷轧带肋钢筋延性标准的要求。
同样,对于高强部分,经过Ⅱ类热处理之后,四种直径钢筋的抗拉强度平均值达到653Mpa,抗拉强度平均降低10%,而伸长率达到11.2%,与标准规定相比增大了40%,最大力总伸长率达到6.21%,也是远大于2.0%的指标。表1的试验结果也代表了我公司近年来大批生产的实际情况。
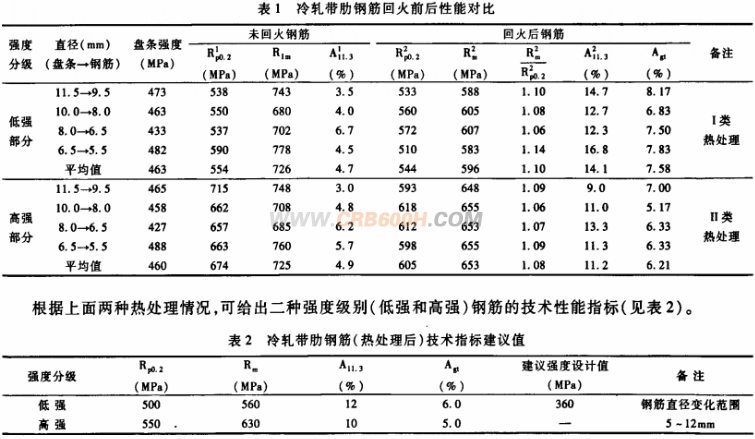
利用较高强度的盘条,轧制成较高强度的冷轧带肋钢筋,通过Ⅱ类热处理之后,虽然强度有少量降低,仍可达到650Mpa左右,且有较高的延性。对于较高强度的钢筋,其设计强度可取的较高一些。
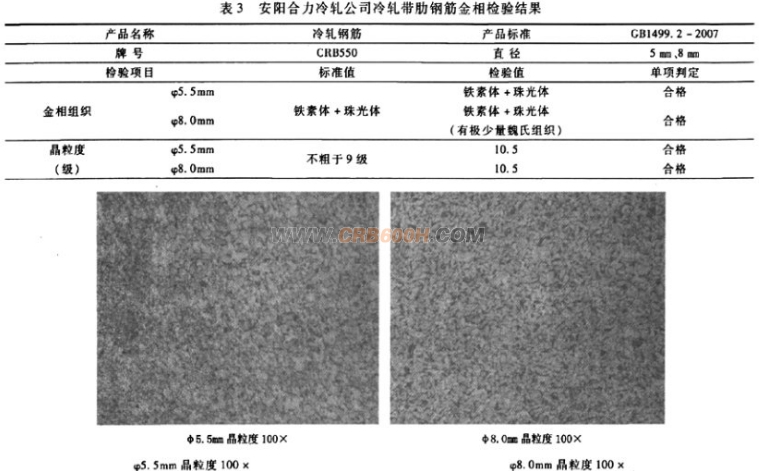
钢筋经冷轧及热处理后,可获得具有微细晶粒结构的高强度、高延性的冷轧带肋钢筋,冷轧带肋钢筋晶粒度检验参照(GB1499.2-2007)标准中细晶粒热轧钢筋的规定要求,其检验结果见表3。
1)通过回火控温技术,大幅度提高产品的伸长率,获得良好的力学性能,克服了冷轧带肋钢筋延性偏低的行业难题。
2)将冷轧工艺与回火处理相结合,使两种强化效果相加,进一步提高钢材的强韧性,从而发展成为一项科学的冷轧形变热处理技术,促进产品规模化产业化发展,实现了冷轧带肋钢筋工艺产品优化的重大突破。
3)以普通碳素钢为原料,经过冷加工和回火处理,把条件屈服强度提高到500Mpa级,意味着减量化使用钢材,为用冷轧方式生产高效节约型建筑用钢开辟一条新路。这正是提高冷轧带肋钢筋生产工艺和产品优化技术的意义所在。
5 结论
安阳市合力高速冷轧有限公司利用在线热处理技术,使钢筋延性得到明显改善,拉断伸长率及最大力总伸长率大幅度提高,远超过标准要求,抗拉强度仍高于标准规定值,利用在线低温回火处理工艺是一种经济合理地提高钢筋延性的有效措施。
公司在工艺创新、设备创新、产品创优过程中,已经先后申请8项国家专利,通过ISO9000质量体系认证,成为冷轧带肋钢筋GB13788-2008标准的起草单位、起草人。目前已形成年产70万吨的生产能力。将进一步扩大规模产量,增加新的品种,使高质量的冷轧带肋钢筋尽快在全国范围内推广使用。